Only works with photopolymers which are not stable over time.
Leftover resin can't be reused.
May cause skin, eyes and respiratory system irritation, and skin sensitization/allergic reaction by skin contact. Inhalation of high vapor concentration may cause headaches and nausea.
Cannot be disposed of in drains, sewers, water supplies, or soil. Dispose of in accordance with all applicable federal, state and local regulations.
Must be
used in well-ventilated areas.
You must wear impervious gloves (nitrile or neoprene) for routine handling. Aprons, long pants, and long sleeved shirts are also recommended.
Chemical splash goggles or a face shield is recommended during operations where splashing could occur.
Digital Light Processing (DLP)
This process is similar to stereolithography in that it works with photopolymers. DLP uses a more conventional light source than SLA, such as an arc lamp, with a liquid crystal display panel or a deformable mirror device (DMD).
DLP produces highly accurate parts with high resolution, but its similarities also include the same requirements for support structures and post-curing. One advantage of DLP over SLA is that only a shallow vat of resin is required to facilitate the process, which generally results in less waste and lower running costs.
Similar to SLA, but instead of using liquid resin, powdered material is used. The material can be anything from nylon, ceramics, glass, aluminum, to steel or silver. The laser is traced across a powder bed of tightly compacted powdered material, according to the 3D data fed to the machine, in the X-Y axes. As the laser interacts with the surface of the powdered material it sinters, or fuses, the particles to each other forming a solid.
The build chamber is completely sealed as it is necessary to maintain a precise temperature during the process specific to the melting point of the powdered material of choice.
Key advantages
Powder bed serves as support structure allowing for overhangs and undercuts.
Parts made through this process are strong.
Key disadvantages
Requires high temperatures.
Requires long cooling times.
Porosity is an issue with this process, and some applications necessitate infiltration with another material.
There can be surface inaccuracies.
Selective Laser Melting (SLM)
Similar to SLS. However, instead of simply combining the powder granules together, the powder is melted.
Electronic Beam Melting (EBM)
In this process electronic beams are used instead of UV rays.
Laminated Object Manufacturing (LOM)
In this process, to manufacture an object, plastic, paper and metal are glued together. After that, they are cut with a knife or a laser to give them a shape.
Selective Deposition Lamination (SDL)
This process builds parts layer by layer using standard copier paper. Each new layer is fixed to the previous layer using an adhesive. A higher density of adhesive is deposited in the area that will become the part, and a lower density of adhesive is applied in the surrounding area that will serve as the support.
After a new sheet of paper is fed into the 3D printer, the build plate is moved up to a heat plate and pressure is applied. Pressure ensures the bonding between the two sheets of paper. The build plate then lowers and an adjustable Tungsten carbide blade cuts one sheet of paper at a time, creating the edges of the part. When cutting is complete, the 3D printer deposits the next layer of adhesive and so on until completion.
Footwear and apparel company Nike believes 3D printing technology can speed up athletic performance Image from
3DX Food
Loris Tupin, a French industrial designer from Maxilly sur Léman, presented the biodynamic model of a flower that, from a bud, changes into a rose during cooking Image from 3dprintingindustry.com
Hershey Unveils 3-D Chocolate Candy Printing Exhibit in Partnership with 3D Systems Image from 3dprintingindustry.com
3D print edible hydrogels capable of conducting electricity Image from 3dprintingindustry.com
Ingredients are loaded into stainless steel capsules. Load them with beef to print out mini burgers. Image from cnn.com
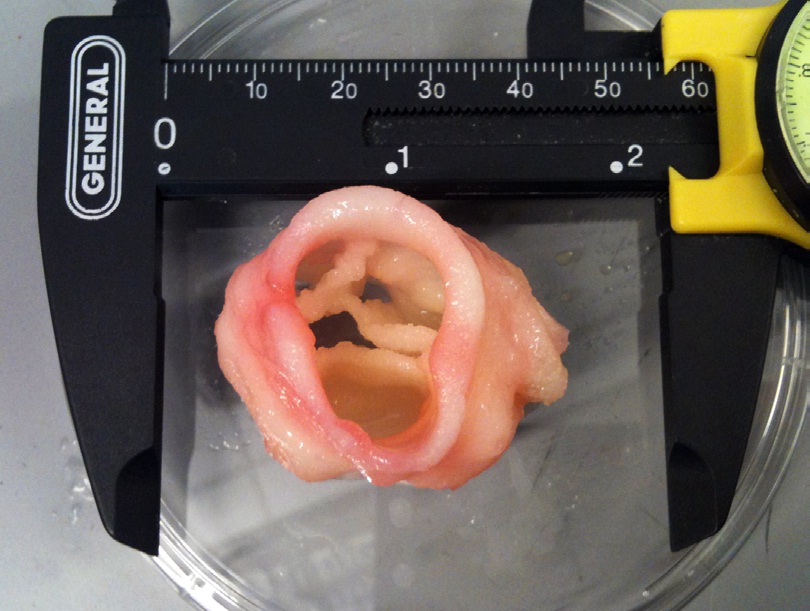
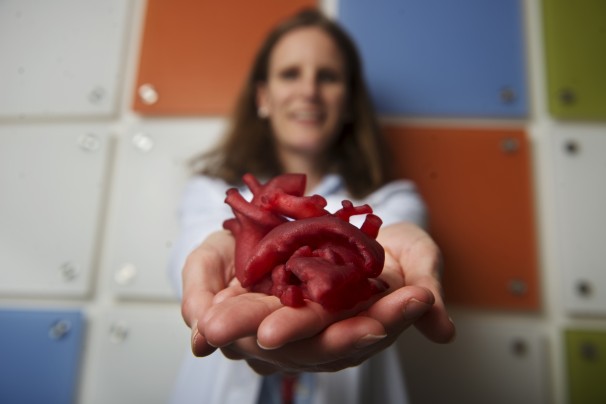
Pediatric cardiologist Laura Olivieri of Children's National Medical Center displays a heart model created by a 3-D printer. (Amanda Voisard/For The Washington Post) Image from Washington Post
GB3D Type Fossils The UK repository for digitized type fossil specimens.
African Fossils
African Fossils seeks to increase public knowledge about prehistory by harnessing modern technology. Through digitizing otherwise inaccessible discoveries, the organization is dedicated to creating a growing repository of 3D models of significant fossils and artifacts, thus making them freely accessible to all.
Digital Morphology library This collection of 3D models of fossils is generated at the National Science Foundation's multi-user CT lab
Smorf A website that allows you to interactively render crystal structures on-line and buy 3D-printed models at $10/piece.
Material Science is an interdisciplinary field which deals with the discovery and design of new materials. To move 3D printing beyond brackets and toys requires the combination of efforts from individuals with backgrounds in computer engineering, mechanical engineering, robotics and materials science.
The more printing materials that can be developed, the more useful 3D technology will become. Companies like Proto-Pasta are developing PLA based filament embedded with stainless steel, magnetic iron, and carbon fiber. Jennifer Lewis, a materials scientist at Harvard University, is developing the chemistry and machines to to take advantage of materials that are useful for their mechanical properties, electrical conductivity, or optical traits.
Researchers at Harvard's Lewis Lab
are
developing ways to combine different 3D printing methodologies to achieve novel capabilities in the field of additive manufacturing of biological materials.
focusing on the design, fabrication and optimization of microfluidic printing devices as well as omnidirectional printing of ceramic materials and particle-laden fluids.
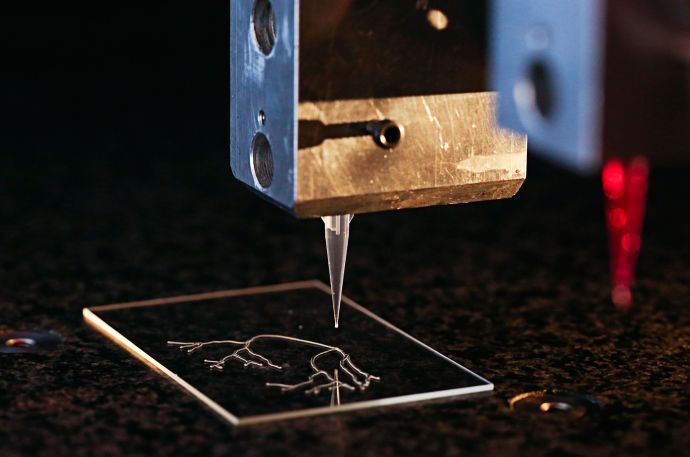
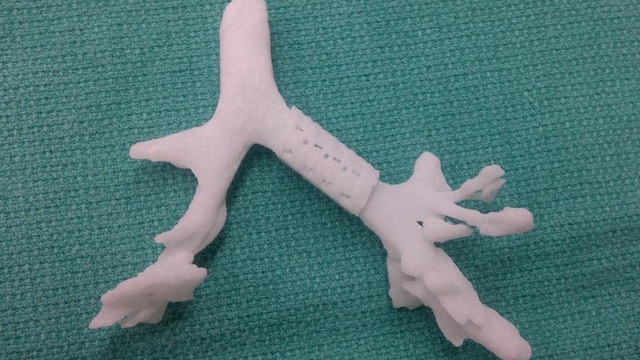
working on 3D printing of biological materials and architectures. Specifically, creating highly vascularized cell-laden tissue constructs and developing novel inks.
creating stimuli-responsive polymer inks for the 3D printing of adaptable, bioinspired materials and structures.
developing stretchable electronics using embedded-3D Printing to pattern conductive fluid inks directly into highly stretchable viscoelastic matrices, allowing freeform fabrication of monolithic elastomeric electronic devices.
developing hierarchical composites by designing 3D Printing inks with rationally designed microstructures.
developing piezoelectric and pyroelectric polymer inks to add a new tool into the 3D printing toolbox.
working at the intersection of electronics and biology to use 3D printing to simplify the production of Lab-on-a-Chip assays for high throughput drug screenings.
creating a tiny (the size of a grain of sand) 3D-printed lithium-ion microbatteries.
What materials are used for printing now?
Large scale printers, including those made by Stratasys can use different types of additive manufacturing materials, including clear, rubberlike and biocompatible photopolymers, and tough high-performance thermoplastics.
Here are examples of different printing processes:
Composites and Ceramics
powder bed and inkjet head printers
This process uses inkjet-type heads to deposit tiny droplets of liquid binder on top of a thin layer of powder. The final object is a stack of powder layers finely glued together. This type of printing can use ceramic powder to create food-safe objects.
Plastics
Stereolithography (SLA)
In this process liquid plastic resin is selectively hardened by exposure to high intensity light.
Selective Laser Sintering
This process uses high powered lasers to melt and fuse particles of very fine plastic powder
Photopolymer Jetting
This process uses moveable heads, like an inkjet printer, to deposit droplets of resin onto a build platform through a number of very small jets.
Metals
Direct Metal laser sintering (DMLS) This process uses lasers to directly fuse certain metal powders, such as titanium, in a way similar to SLS printing.
Direct Metal Printing This process uses a multi-step method to create powder-based metallic models, mainly from stainless steel. First the object is printed on a bed of fine stainless steel powder using the inkjet-binder process. A carefully controlled heat treatment then burns out the plastic binder and fuses the steel particles together. Lastly, the porous sintered model is infused with liquid bronze, which fills the empty spaces.
Indirect Printing Methods This process uses casting methods to create metal parts.
Back in the Classroom
While researchers are working with many different materials, ABS and PLA plastics dominate the consummer/hobbyist/education market.
Polymers are long chains of repeating
molecules (monomers). Natural polymers include
proteins, starch and
cellulose.
Synthetic polymers are typically from
hydrocarbons and are derived
from crude oil.
6-10% of U.S. oil
consumption goes towards generating synthetic polymers. That's
approximately 2 million
barrels a day (lawrence livermore, 2004; metabolix 2007).
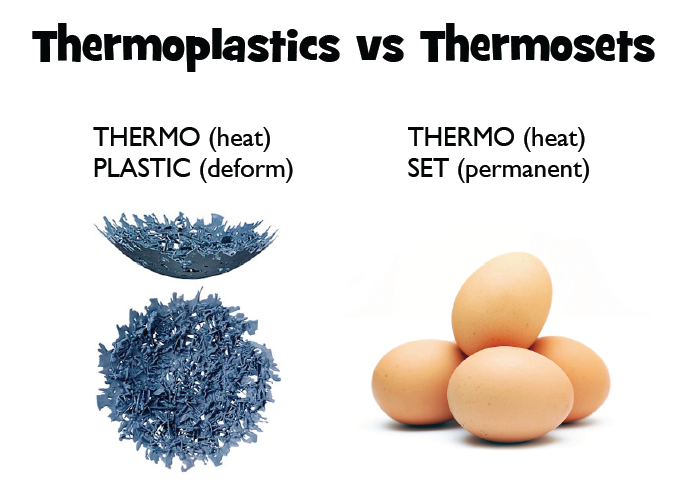
Thermosets are
permanent and are used for high temperature,
high tolerance, or joining. They are not recyclable.
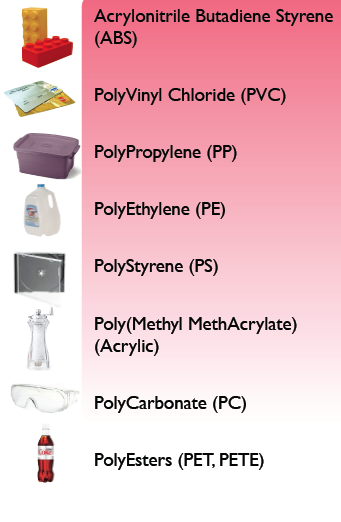
Thermoplastics are common in toy manufacturing. Thermoplastics are easy to (re)shape with
different processes and are mostly recyclable. There are
8 common
thermoplastics:
So what is PLA?
Polylactic acid (PLA), is a thermoplastic made from fermented plant starch (usually corn). It is an alternative to petroleum-based plastics.
PLA is technically carbon neutral in that it comes from renewable, carbon-absorbing plants, and does not emit toxic fumes when incinerated.
PLA biodegrades slowly unless it is subjected to industrial composting. Analysts estimate that a PLA bottle could take anywhere from 100 to 1,000 years to decompose in a landfill.
Here are examples of different filaments that can be used with Desktop FFF machines:
taulman3D makes a Nylon Co-Polymer as well as t-glass, a high strength material.
Taulman Nylon 618 is stronger than PLA. Not only can it take some abuse, but it is also flexible. It is more difficult to print with nylon than PLA. Nylon will absorb moisture from the air and reacts poorly in humid environments. If you see bubbling and steam or are getting stringy prints, this is the result of absorbing moisture from the air. To print with this material, adjust the temperature to 245° and change the speed to 45mm/s, the interlayer to 35 mm/s and the perimeter to 25 mm/s.
To help the nylon stick to the tape, rub a glue stick over the surface of the tape.
Warning: nylon may emit trace amounts of cyanide at high temperatures. Make sure you are printing in a well ventilated space.
This filament from Germany is a mixture of 40% recycled wood with a binding polymer. This wood/polymer composite allows the filament to be printed just like thermoplastic filaments – such as ABS and PLA – but gives your creation a wooden-like appearance.
Print between 175°C and 250°C. After printing, your object will look and smell like wood and it can also be handled like wood. After printing you can cut, grind and paint your creations similar as you can do with wooden objects. This filament sticks well to tape
Depending on the temperature at which LAYWOO-D3 filament is printed, it will take on a different shade of brown. This means that by intentionally varying the printing temperature, you can simulate a tree's growth ring effect. At 180°C your LAYWOO-D3 prints will have a light colour and at 245°C your print will become darker.
This filament prints like sandstone. It contains natural mineralic fillers (super-fine milled chalk) and
harmless co-polyesters.
Printing between 165°C to 190°C will produce a smooth surface. Printing at higher temperatures around 210°C will produce a rougher surface.This filament must be printed in the replicator 2 because it needs the fan. Leave the finished print on the bed for several minutes to allow the material to set.
Flex Eco PLA
This material is a rubber-like 3D printer filament which allows you to print flexible objects, such as rubber machine parts, soft toys, flip-flops, and other rubbery items.
This filament has a much lesser carbon footprint than typical co-polyester 3D printer filaments.
Printing with a 5% infill produces a flexible model, while a
100% infill produces a model with a vulcanized rubber-like quality. You can use this filament to create molds, drive belts, toys, etc.
Print at 230°c and slow down the printing to 20mm/s. You will need to create a custom profile in MakerWare in order to use this filament.
Orbi-Tech, a filament-maker in Germany makes BendLay, a 3D fibre that is tough, bendable and resilient. BendLay's transparency is similar to that of Plexiglass. It can be extruded between 215° - 240°C, with 240°C recommended for best layer adhesion during fast printing. It's thermal stability is like PLA (65° - 70°C).
A modified Butadiene, BendLay is not a material found in nature, but it is safe for household and food products. Its water absorption rate is 30% that of ABS (this matters, because evaporation contributes to warping/curling). Bending will not cause the clear color to change due to stress. It is high-impact resistant and sticks well to both ABS and PLA, for multi-material print jobs. Acetone will turn it crumbly.
Applications range from straps and belts to anything requiring flexibility, thin walls, or light emission. It is relatively easily bent, depending on wall thickness, and highly resilient.
Shapeways prints with a flexible, rubbery plastic material called Elasto Plastic. It features high impact resistance, flexibility and compression. The material is made of laser sintering powder and has a rough, grainy finish. It is quite strong when printed with thick features (greater than 5mm). Though not strictly water-tight, it can hold liquids, but it does not like high temperatures or fire.
Alumide, a brittle Nylon Plastic that's filled with Aluminum dust.
Detail Plastic, an acrylic based polymer that can print fine details. Smooth and slightly shiny.
Frosted Detail Plastic, a UV-cured acrylic plastic that prints fine details and walls. Smooth and translucent.
Stainless Steel —
surface is slightly pitted & rough.
Sterling Silver
(92.5% silver).
Gold Plated Brass, highly polished material
Full Color Sandstone, gypsum printable with color textures on the model surface. Feels like matte clay.
Ceramics
Food-safe glazed ceramics. Available in glossy and satin finishes, and a variety of colors.
Design Process
The Design Process requires
Collaboration
Research
Design
Building
Testing
Communication
The Basic steps
Describe the general situation or problem you are trying to solve. Instead of asking "What do you want to design?" ask "Why do you want to design that?" and "What problem and or need will your design ultimately be solving?"
Identify your target population, which group of people will benefit from your solution. Is the target population an individual, a group, a specific community, or a larger, identifiable population? Is the target population from a specific location (country, region, town), demographic (age or gender), or other identifying characteristics (health condition or employment)? How is your target population connected?
Identify requirements and constraints. A requirement is a need or a necessity; it's what a particular product or service should do. A constraint is a restriction on the degree of freedom you have in providing a solution to a need or problem.
Ask what are the disadvantages of the present solution to the problem?
Ask what compromises have been made in the present solution?
Determine if the compromises are necessary?
Determine if the solution can be improved?
By taking a new approach
By making the design more accurate, safer, more convenient, easier to maintain, cheaper, or more attractive
Determine if you can reduce costs by eliminating parts, using different materials, changing the way the product is manufactured?
In a nutshell
Design Step 1: Identify the Need
Design Step 2: Research the Problem
Design Step 3: Brainstorm Possible Solutions
Design Step 4: Engineering Analysis-select the most promising solution
Design Step 5: Construct a Prototype
Design Step 6: Evaluate/Manufacture a Final Product-Reiterate
Example of a Design Challenge
Design Challenge: Design a prosthetic arm that can perform a mechanical function.
You are working with a team of engineers from a biomedical engineering company that specializes in the design and manufacturing of prosthetic devices. Your team's challenge is to design a prosthetic hand that can perform ONE function to help improve the quality of life of the amputee who uses the prosthesis.
Example functions to design for:
holding a pen or pencil
clasping
using sign language
throwing
brushing teeth
picking up an object
holding a utensil
eating spaghetti
Design Constraints
Time: You will be expected to complete this design challenge from start to finish in a matter of weeks!
Therefore, it is important to agree on a design that is functional, yet not overly complex.
Other possible challenges:
Daylighting modifications to existing interior spaces.
Assistive technology device.s
Water filtering system.
Help a young child hold a pencil.
Whatever the challenge is, you should always create a Design Document that:
States the problem.
Describes the solution, so with 3D printing, the project you will build.
Identifies the parts that need to be designed.
Includes sketches of the pieces and/or the model.
Keeps track of dimensions so that you can track changes made over the process.
Describes the division of labor (who does what).
Keeps track of the progress.
Keeps track of what is printed.
Keeps track of testing and plans for iterating (keeps track of what changes will be made).
Documents the final physical or virtual presentation.
What you need to print
You need the following to print
A 3D model
A 3D printer
Software to transform your model into GCode. A Slicer program.
To go from the representation of a model on the computer screen to the data that a 3D printer needs in order to create the model you need to have the file in either OBJ or STL format. Once you have a file in the appropriate format and the model is watertight, you need a program to generate machine code.
STL or STereoLithography or Standard Tessellation Language files describe the surface geometry of a 3D object and are used to build physical 3D CAD Models. STL files are created using a mesh made of triangles that represents the physical part of your object. The STL file is a complete listing of the xyz coordinates of the vertices and normals—the vectors perpendicular to a surface that determine the orientation for the triangles—that describe the 3D object. The STL file can be opened with a text editor and you can see that it is just a list of triangles, that rely of a set of points (known as 3D vertices).
A good STL file size is between .5MB for a simple file to 10MB for a large complicated one. Generally, if your part is outside of these parameters, you'll need to resize it. A good STL file must also conform to two rules:
Adjacent triangles must have two vertices in common.
The orientation of the triangles (what side of the triangle is in and what side is out) as specified by the vertices and normals must agree.
Minor gaps and inconsistencies can usually be fixed by specialized STL-handling software. If you have more significant problems, you'll have to go back to your original CAD model.
Netfabb Studio Basic is a free program that can often fix your models.
Open your model in the program
If you see this:
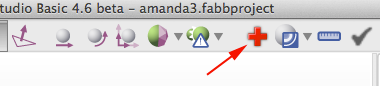
Click on the first aid icon:
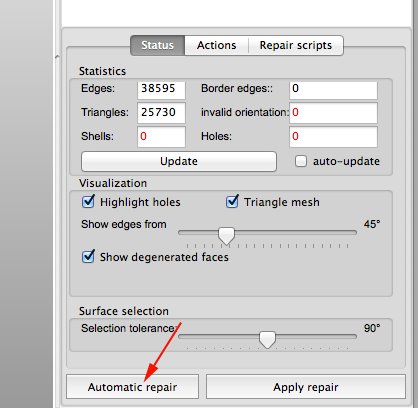
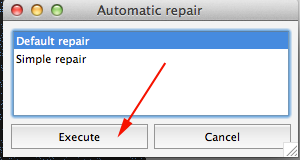
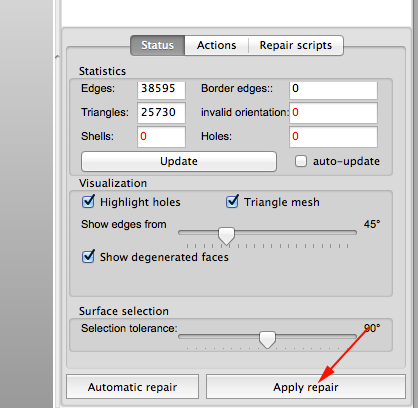
Click on Automatic Repair:
Click on Execute:
Click on Apply Repair:
Click on Yes to the Remove old part prompt:
An .stl file can be termed bad because of translation issues. In many CAD systems, the number of triangles that represent the model can be defined by the user. If you are using too many triangles, the .stl file size can become unmanageable. If you're using too few triangles to describe your object, your curved areas will not be properly defined and your cylinders might look like hexagons.